

Scope and Objectives
Contamination is defined in many ways
Contamination may be broadly defined as any material, substance, or energy which adversely affects the performance or function of a manufacturing process and/or manufactured product [adapted from “Contamination Control Engineering Design Guidelines for the Aerospace Community”, A.C. Tribble et al., Rockwell International Corporation, NASA Contractor Report 4740, May 1996]. By this broad definition contamination can be vapors, particles, films, residues, light, nuclear radiation, electromagnetic fields, electrostatic charge, and heat (or lack of heat), among many other examples. Furthermore, contamination can be organic, inorganic, ionic, biological, volatile, non-volatile, condensable, non-condensable, corrosive, or non-corrosive in nature.
Finally, contamination may be in-situ or ex-situ. In-situ contamination exists within and ex-situ contamination exists outside the manufacturing process or manufactured product (collectively referred to as the manufacturing system herein). Contamination may be prevented through proactive design of process and product, managed using various direct and indirect control means, or controlled simply by waiting for the contamination to reach acceptable levels before proceeding further with the assembly, operation, or test of the manufacturing process or manufactured product.
From a lean perspective, contamination generates manufacturing waste in many forms including increased processing time, limited productivity, yield loss, scrap and rework, higher labor and energy inputs, increased facility space utilization, and waste by-products such as air and water pollution, among many other examples. As such, contamination constrains the manufacturing process and/or the manufactured product. With this broader perspective, manufacturing processes and manufactured products which are negatively impacted by contamination of any kind - before, during, or following the manufacturing process – are aptly referred to as “contaminant-constrained manufacturing”.
From a similar holistic perspective, contamination control may be defined as the planning, organization, and implementation of measures necessary to unconstrain manufacturing as it relates to contamination - minimizing manufacturing waste and mitigating or preventing the contamination of hardware being produced. Effective contamination control is essential for economically producing high reliability hardware. The presence of surface contamination, sometimes in very small amounts, can degrade the performance of manufacturing processes such as bonding, machining, and precision mechanical assembly. Moreover, residual contamination left behind on manufactured assemblies or products can adversely affect their mechanical, electrical, or optical functions during operation, sometimes immediately, necessitating rework operations, or worse yet sometimes following a certain period of use (so-called “latent defects”) necessitating expensive product recalls, return and repair, or catastrophic failure and loss of entire systems.
A widely publicized case linking latent product defects to manufacturing process contamination occurred in 2000. Many patients complained of increasing pain during their recovery from hip replacements involving implantable prosthetic devices manufactured by Sulzer Orthopedics of Austin, Texas. In addition to patient complaints, several surgeons reported cases of early failure which led to a thorough investigation by the company. Shown in the Figure SO-1, the device failures arose from an attempt to reduce manufacturing costs which resulted in leaving trace machining oil residues on the backside of the shell, the bone ingrowth surface. 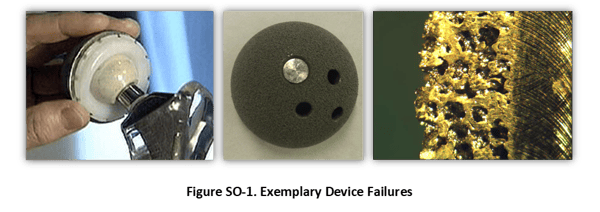 From a contamination control perspective the shell is considered a complex cleaning challenge due to contaminant entrapment issues associated with the porous metal ingrowth surface. The machining residues inhibited the bone growth necessary for bonding between the shell and pelvic bone, a process called osseointegration. This in effect, caused the shell to loosen, scar tissue to form, and in some cases caused additional bone loss. Due to these severe symptoms, many patients required replacement surgery [Surface Contaminants Inhibit Osseointegration in a Novel Murine Model, L. A. Bonsignore et al., Bone. 2011 Nov; 49(5): 923–930]. Interestingly, I was contacted by Sulzer during this same period to perform CO2 immersion cleaning tests on the same type of product (oil-contaminated porous shell). At the time I was not aware of the recall issue and although preliminary CO2 immersion cleaning tests were positive Sulzer did not pursue the cleaning application further with us.
From a contamination control perspective the shell is considered a complex cleaning challenge due to contaminant entrapment issues associated with the porous metal ingrowth surface. The machining residues inhibited the bone growth necessary for bonding between the shell and pelvic bone, a process called osseointegration. This in effect, caused the shell to loosen, scar tissue to form, and in some cases caused additional bone loss. Due to these severe symptoms, many patients required replacement surgery [Surface Contaminants Inhibit Osseointegration in a Novel Murine Model, L. A. Bonsignore et al., Bone. 2011 Nov; 49(5): 923–930]. Interestingly, I was contacted by Sulzer during this same period to perform CO2 immersion cleaning tests on the same type of product (oil-contaminated porous shell). At the time I was not aware of the recall issue and although preliminary CO2 immersion cleaning tests were positive Sulzer did not pursue the cleaning application further with us.
A notable example of the effects of external environmental contamination occurred on January 28, 1986 when the Space Shuttle Challenger disintegrated energetically at about 50,000 feet from the launch pad. Sadly, I heard about the Challenger disaster while at work at Hughes Aircraft on that fateful Tuesday morning. An announcement came over the Hughes employee address system regarding the mishap stating that we had lost one of our Hughes engineers – Greg Jarvis, Payload Specialist Two - who was accompanying a Hughes communications satellite being carried into orbit by Challenger that day. Following an investigation into the accident, it was determined that O-rings used to seal the solid rocket booster (SRB) sections were exposed to relatively low ambient temperatures on the morning of the launch. The low ambient temperature caused a SRB O-ring to become too rigid to properly move and seal section joints during launch. 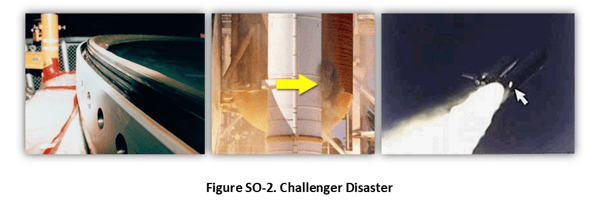 Instead of waiting until ambient temperatures rose, which was the recommendation by middle-level engineers, NASA and Thiokol senior management proceeded with the launch as scheduled. As shown in Figure SO-2, the result was a blow by of hot propellant gases and penetration into the liquid oxygen fuel tank which resulted in the total loss of the vehicle and crew. A different O-ring seal design more resistant to external thermal and internal combustion stresses was implemented as one outcome of the accident investigation [Report to the President by the PRESIDENTIAL COMMISSION on the Space Shuttle Challenger Accident June 6th, 1986, Washington, D.C.]. Also of note, a new type of non-contact surface cleanliness inspection technology called Optically Stimulated Electron Emission (OSEE) was developed and later commercialized. Robotic SRB O-ring assembly operations adopted following the accident used OSEE to detect surface contamination on surfaces prior to O-ring placement and sealing procedures. This unique surface quality monitoring technology is used as part of our CO2 cleaning applications development work and is covered in Chapter 4 of this eBook.
Instead of waiting until ambient temperatures rose, which was the recommendation by middle-level engineers, NASA and Thiokol senior management proceeded with the launch as scheduled. As shown in Figure SO-2, the result was a blow by of hot propellant gases and penetration into the liquid oxygen fuel tank which resulted in the total loss of the vehicle and crew. A different O-ring seal design more resistant to external thermal and internal combustion stresses was implemented as one outcome of the accident investigation [Report to the President by the PRESIDENTIAL COMMISSION on the Space Shuttle Challenger Accident June 6th, 1986, Washington, D.C.]. Also of note, a new type of non-contact surface cleanliness inspection technology called Optically Stimulated Electron Emission (OSEE) was developed and later commercialized. Robotic SRB O-ring assembly operations adopted following the accident used OSEE to detect surface contamination on surfaces prior to O-ring placement and sealing procedures. This unique surface quality monitoring technology is used as part of our CO2 cleaning applications development work and is covered in Chapter 4 of this eBook.
Regarding particle contamination effects, particulate contamination on surfaces such as light-transmitting optics decrease signal throughput or react with high energy laser light which can cause catastrophic damage to the input and output surfaces [Catastrophic Failure of Contaminated Fused Silica Optics at 355 nm, F.Y. Genin et al., Lawrence Livermore National Laboratory, 2nd Annual International Conference on Solid-State Lasers for Application to Inertial Confinement Fusion, Paris, France, October 23-25 1996]. In still other examples of contamination-induced device failures, residual ionic and corrosive residues induce electronic circuit failures, particles cause intermittent contact failure in electrical switches, micro-particulates causing data loss or catastrophic damage in hard disk drives, and electrostatic discharge (ESD) or electrical overstress (EOS) cause damage to sensitive electrical devices or circuits which is not observed until much later during operational cycling and stress.
Finally, contamination in machining processes includes carbonaceous surface residues (lubricant breakdown products), machining chips and particles, and heat generated by high cutting forces and friction. For example, extremely hard cutting tools such as polycrystalline diamond (PCD) and cubic boron nitride (CBN), as well as hard-coated carbide tools, are used to machine extremely hard and abrasive materials such as titanium, tungsten carbide, ceramics, glasses, nickel- and cobalt-based superalloys, and carbon-fiber reinforced polymer (CFRP). Conventional hard machining processes include turning, drilling, milling, and grinding, and are performed dry or employ a near-dry minimum quantity lubricant (MQL) or flooded cooling-lubricant spray. Control of machining process contamination, and particularly heat, is imperative to insure optimal machinability, productivity, tool life, dimensional control, and surface finish.
In summary, the effect of contamination on manufacturing processes and products is varied and may be obvious, occurring during or soon after manufacturing operations – for example immediate loss of adhesion, optical obscuration, excessive tool wear, poor surface finish, among many other possible outcomes. Sometimes these effects are observed only after some period of time has elapsed during assembly, test, or use of the manufactured product. What is not obvious, however, is the following:
- Quantifying the critical level of contamination – the level at which problems arise or optimal performance or life expectancy of the product (or manufacturing tool) is not achieved due to some type of contamination;
- Implementing cost- and performance-effective contamination control measures necessary to reduce manufacturing waste in contaminant-constrained manufacturing processes; and
- Implementing cost- and performance-effective contamination control measures necessary for mitigating and controlling contamination of critical hardware and surfaces before, during, or after a manufacturing process.
Accordingly, the objectives of this eBook are three-fold. Firstly, this eBook presents real-world CO2 experience, knowledge and technology integrated into a contamination control framework with an emphasis on lean and green (clean) manufacturing practices requiring precision surface cleaning, cooling and/or modification processes. Secondly, this eBook provides manufacturing engineers and managers with suggested practical means for quantifying the surface cleanliness (or contamination) levels required for optimal performance of manufacturing processes, equipment, and products, and finally, provides understanding of basic contamination control procedures and processes helpful for maintaining a clean product during fabrication, assembly, and testing operations.


Ready for next steps? Try our CO2 Powered Consultation.
