

CO2 MQCL for Titanium Machining
Atmosphere. Optimized.
Introduction
The past century has witnessed significant advancements in cutting machines, cutting tools, machine controls, processing materials, and cooling-lubrication chemistries. However, surprisingly very little has changed with regards to the application of coolants and lubricants during machining – the machining atmosphere. Many machining processes employ a low or high pressure flooding spray which is as old as metalworking itself. The flooding process serves several functions – cooling, lubrication, and cleaning (i.e., removing chips, particles, and carbonaceous residues) – and is easily adapted to through-system conduits, spindles, and cutting tools. Countless coolant and lubricant formulations are available for numerous machining applications. However, tradeoffs emerge between optimal lubricity and cooling power, and the need for dry processing. Although flood cooling-lubrication has been a benchmark, it may be good time to consider a change. In the past, flooding was necessary to compensate for excessive heat generated due to the inferior performance of cutting processes, cutting tools, machines, and cooling lubricant chemistries. Mounting evidence in the academic and industry literature indicates the many benefits of newer dry and near-dry cooling lubrication technology.
Titanium Machining Challenges
Titanium is widely used as aerospace, automotive and biomedical parts because of its high specific strength and exceptional corrosion resistance.
However, the machinability of titanium alloys is difficult due to low thermal conductivity and elastic modulus, high hardness at elevated temperature, and high chemical reactivity (particularly at the cutting edge during machining). As most titanium alloys are poor thermal conductors, machining heat generated during a cutting operation such as drilling doesn’t dissipate quickly into part or tool, but concentrates in the cutting zone. During machining, cutting edge temperatures can reach 1000°C, or higher. This leads to cutting edge chipping and deformation, and tool dulling. All of this generates more heat and leads to further reductions in tool life. Moreover, cutting temperatures can get so high that titanium chips can burst into flames. The high temperatures generated during the cutting process also causes a work hardening phenomenon that further impacts machinability and affects the surface integrity of titanium. If not properly controlled, excess machining heat can lead to geometric inaccuracies in the part and a severe reduction in its fatigue strength.
Atmosphere. Optimized.
A new high performance machining fluid called carbon dioxide (CO2) minimum quantity cooling-lubrication (CO2 MQCL) has been developed for optimizing the cutting atmospheres for difficult-to-machine materials such as Titanium. CO2 MQCL employs fully-adjustable compositions of oil droplets, compressed air, and carbon dioxide (CO2) aerosol as a coolant-lubricant spray. The benefits of employing CO2 MQCL include better machining economics in terms of faster machining and lower labor inputs, water and energy savings, and less waste by-products.
In one example, CO2 MQCL enables portable drilling speeds exceeding 1200 rpm on 6Al-4V-Ti, providing exceptional through-tool cooling-lubrication performance without the need for additional lubricant chemistry. During titanium drilling, the chips produced typically remain room temperature, which is very uncharacteristic of titanium drilling operations, and particularly at higher drilling speeds.
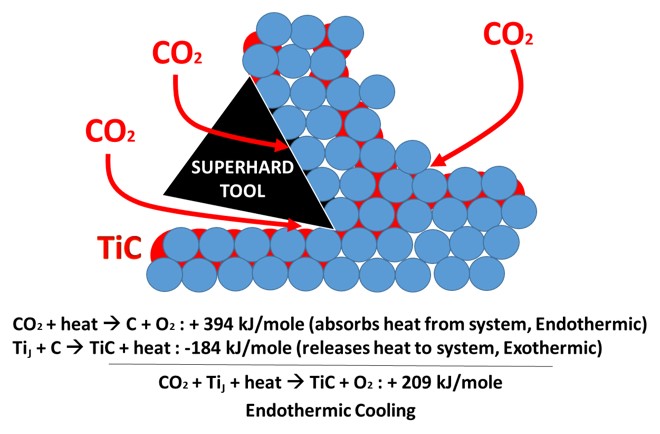
Besides CO2 sublimation cooling effects, it is speculated by the present author that the injection of CO2 into the Titanium cutting zone produces endothermic cooling through thermal-catalytic dissociation of CO2 on heated and highly reactive titanium surfaces to form carbon and oxygen, which is followed by reaction of the carbon with juvenile titanium metal (Tij) surfaces to form titanium carbide (TiC).
Conclusion
CO2 MQCL is a process-adaptable machining atmosphere providing optimal chemistry, pressure, and temperature for a titanium cutting system – workpiece, tool, and machining process. It is readily adaptable titanium machining platforms and processes such as sawing, turning, portable drilling, and precision abrasive grinding. There are multiple benefits afforded by CO2 MQCL technology. Cutting tools last longer, machining centers produce parts faster, less coolant and lubricant is needed, and coolant management systems are needed less. CO2 MQCL embodies the “less is more” principle, with fully-adjustable compositions ranging from completely dry to near-dry, and without sacrificing lubricity and cooling power. CO2 MQCL is an opportunity to provide better performance using substantially less resources.



Ready for next steps? Try our CO2 Powered Consultation.
